
В нашу организацию обратилось металлообрабатывающие предприятие полного цикла. С типовой для Нас задачей по выездной фрезеровке шабота ковочного паровоздушного молота М1345 с весом падающей части 3150 кг.
Шабот кузнечного молота имел сильные повреждения рабочих плоскостей сопряжения с наковальней.




Совместно с заказчиком разрабатываем ремонтное задание по выездной фрезеровке и проектную документацию. В которой обозначен метод ремонта, заключающийся в фрезеровке верхней части шабота с изготовлением нового паза с клиновыми (наклонными в трех плоскостях стенками паза) посадками включая общую юстировку шабота с горизонтом и плоскостями опор стоек кузнечного молота, на глубину 125 мм.
Т.К. ремонт оказался аварийным, максимально быстро после поступления заявки подготавливаем оборудование и выезжаем на место ремонта в город Ковров.
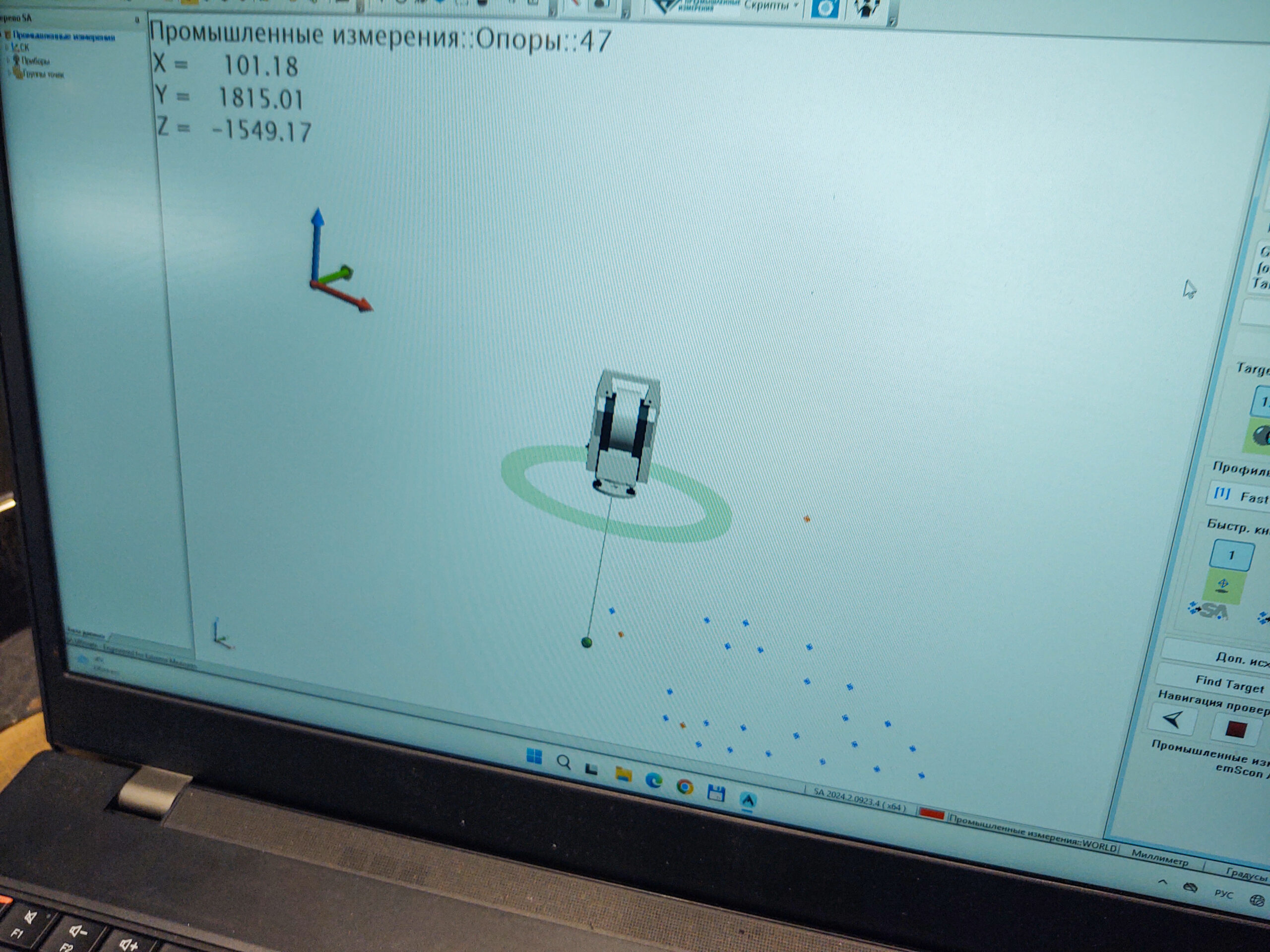
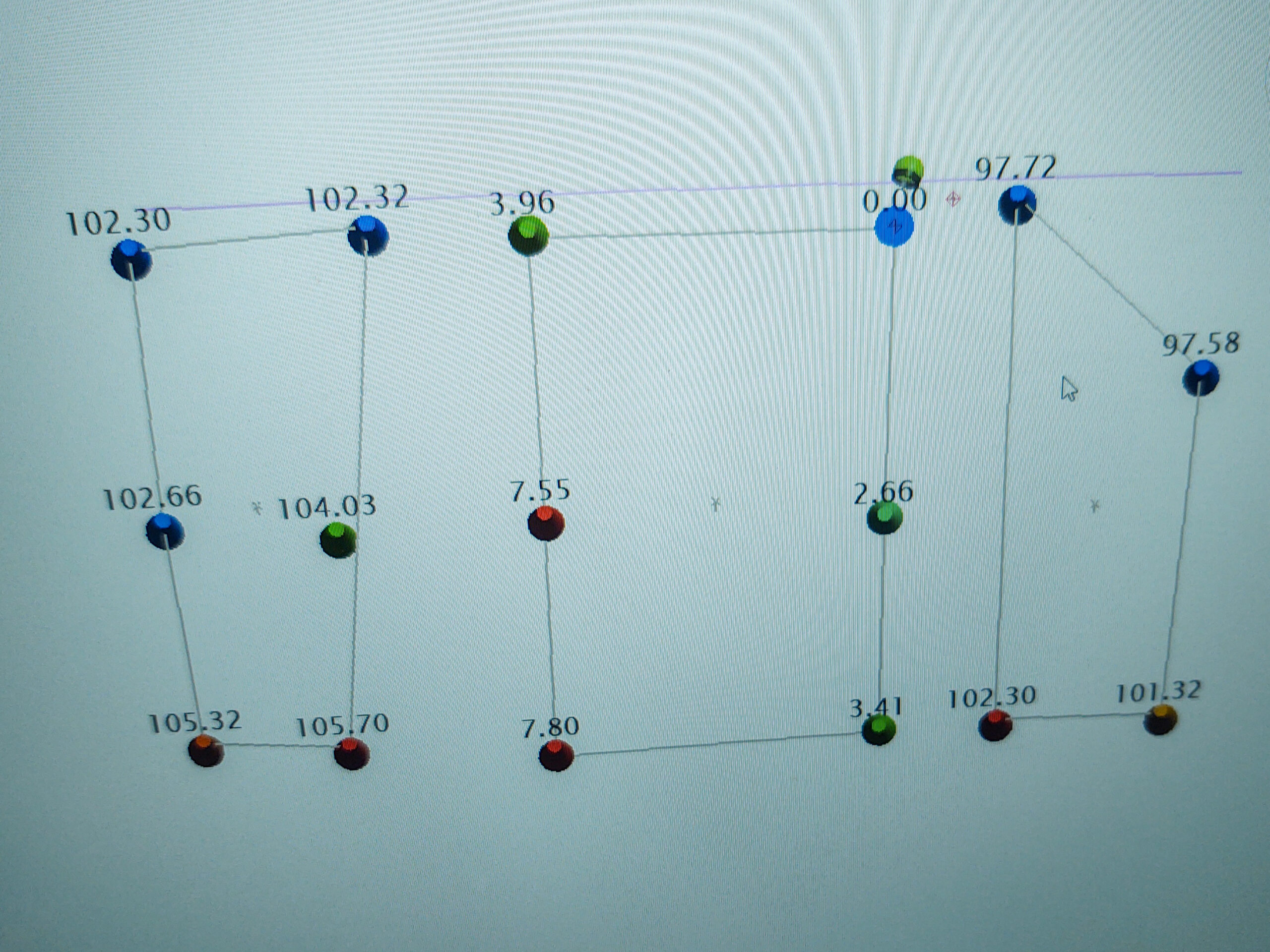
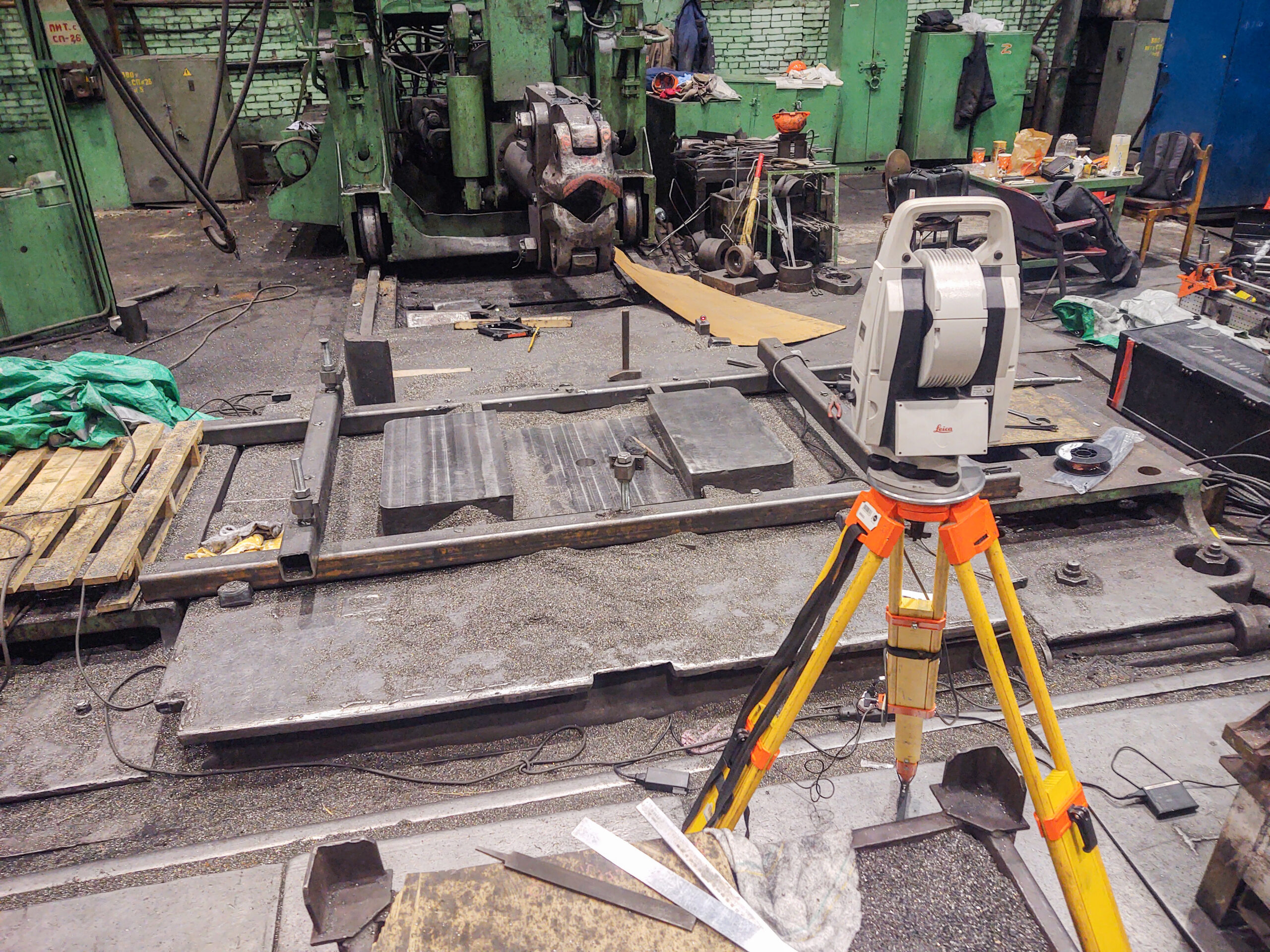
Первоначальным этапом, для выполнения работ по фрезеровке, является высокоточный замер и анализ повреждению и фактического пронстранственного положения шабота с помощью высокоточного лазерного трекера Leica AT 403.


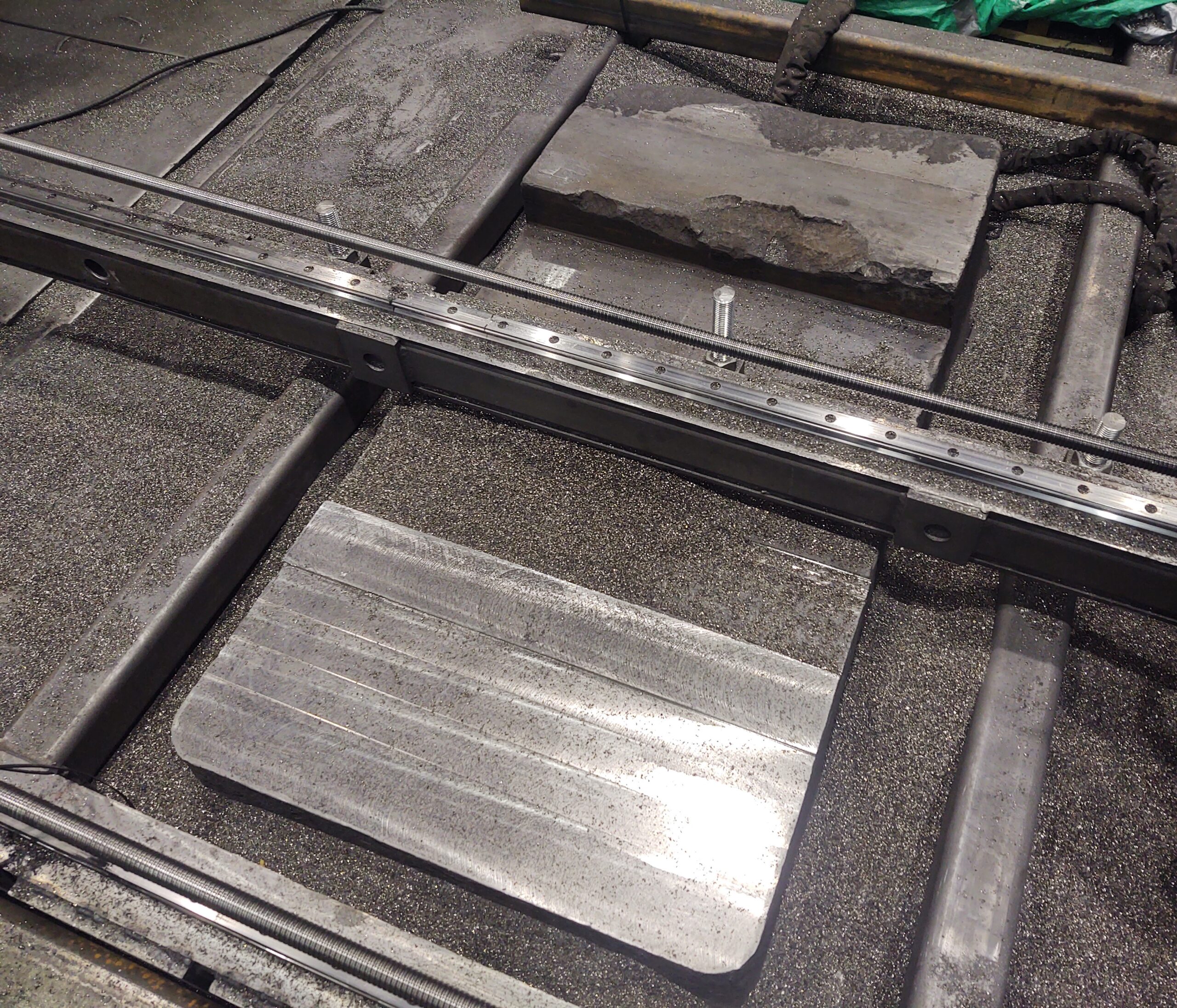
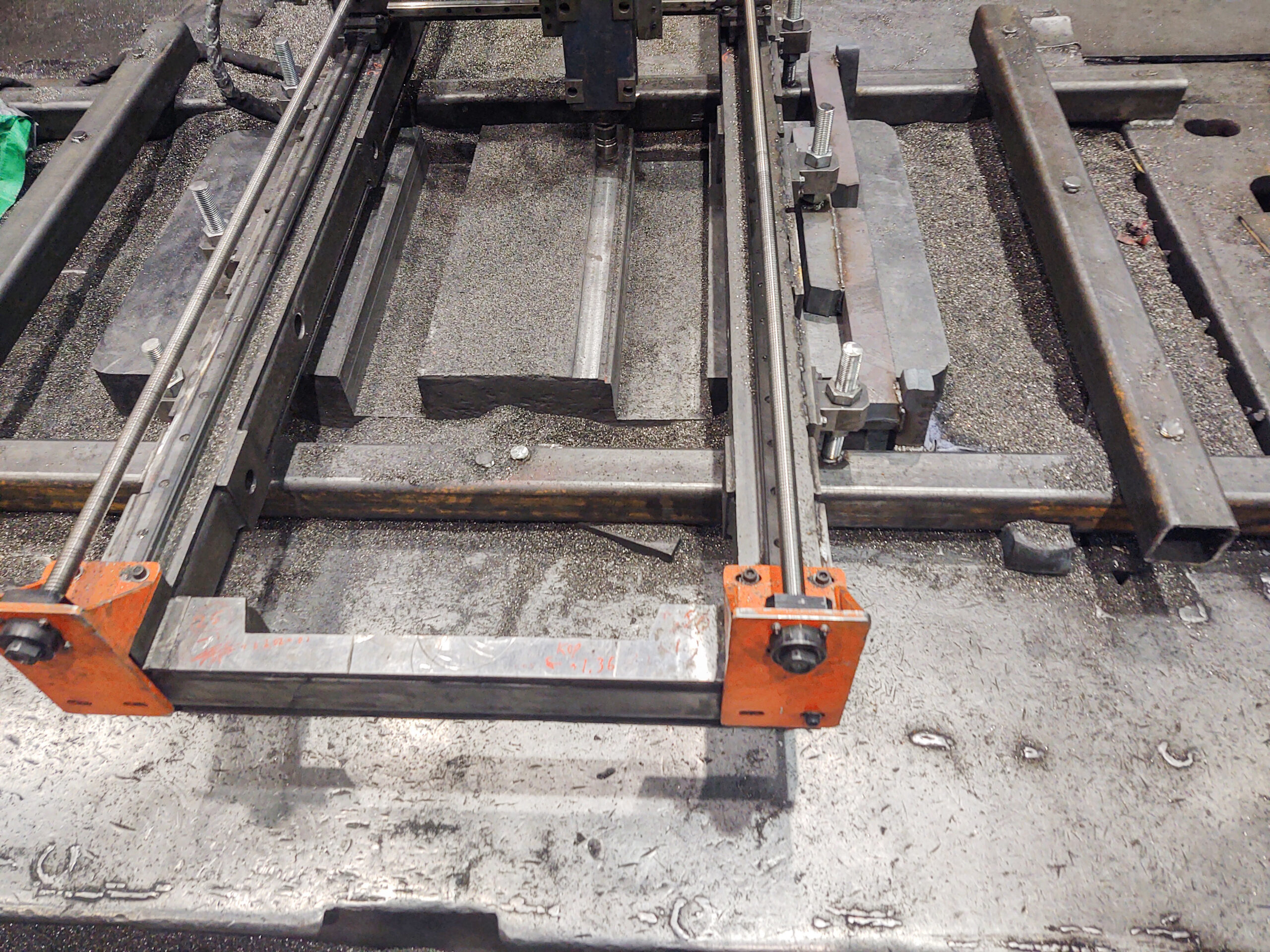
После произведения замеров монтируем оборудование и приступаем к фрезеровке шабота.


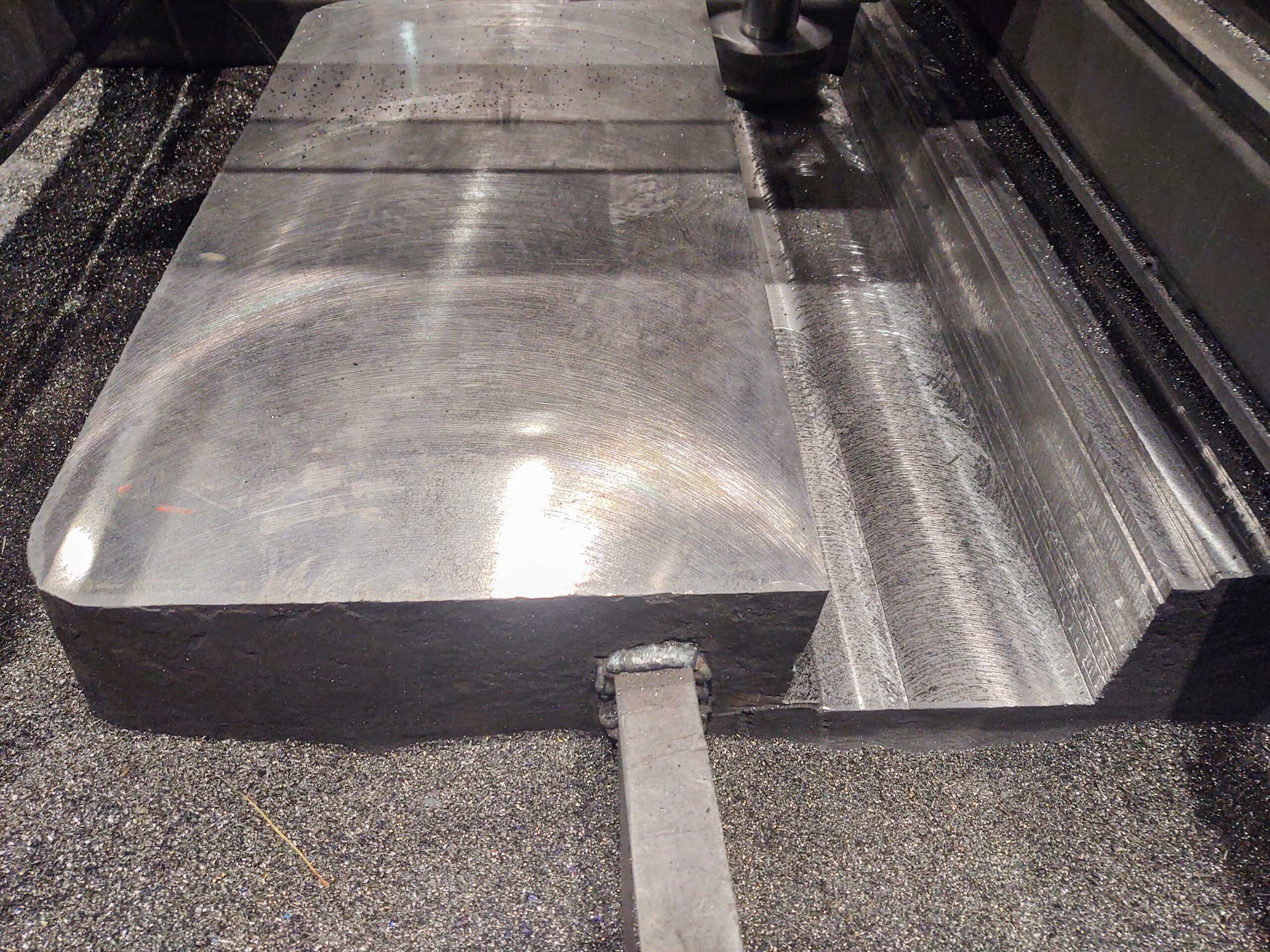
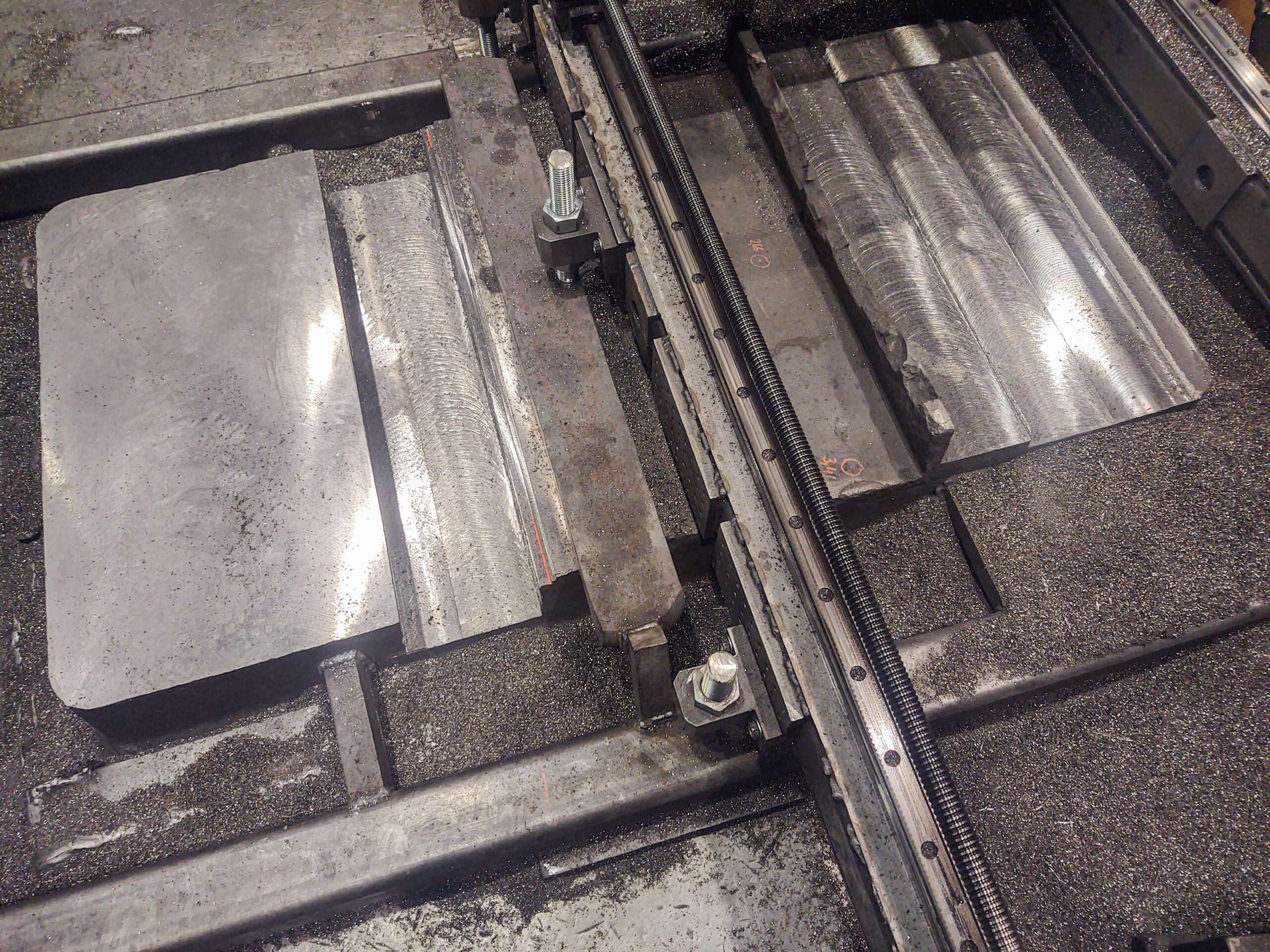
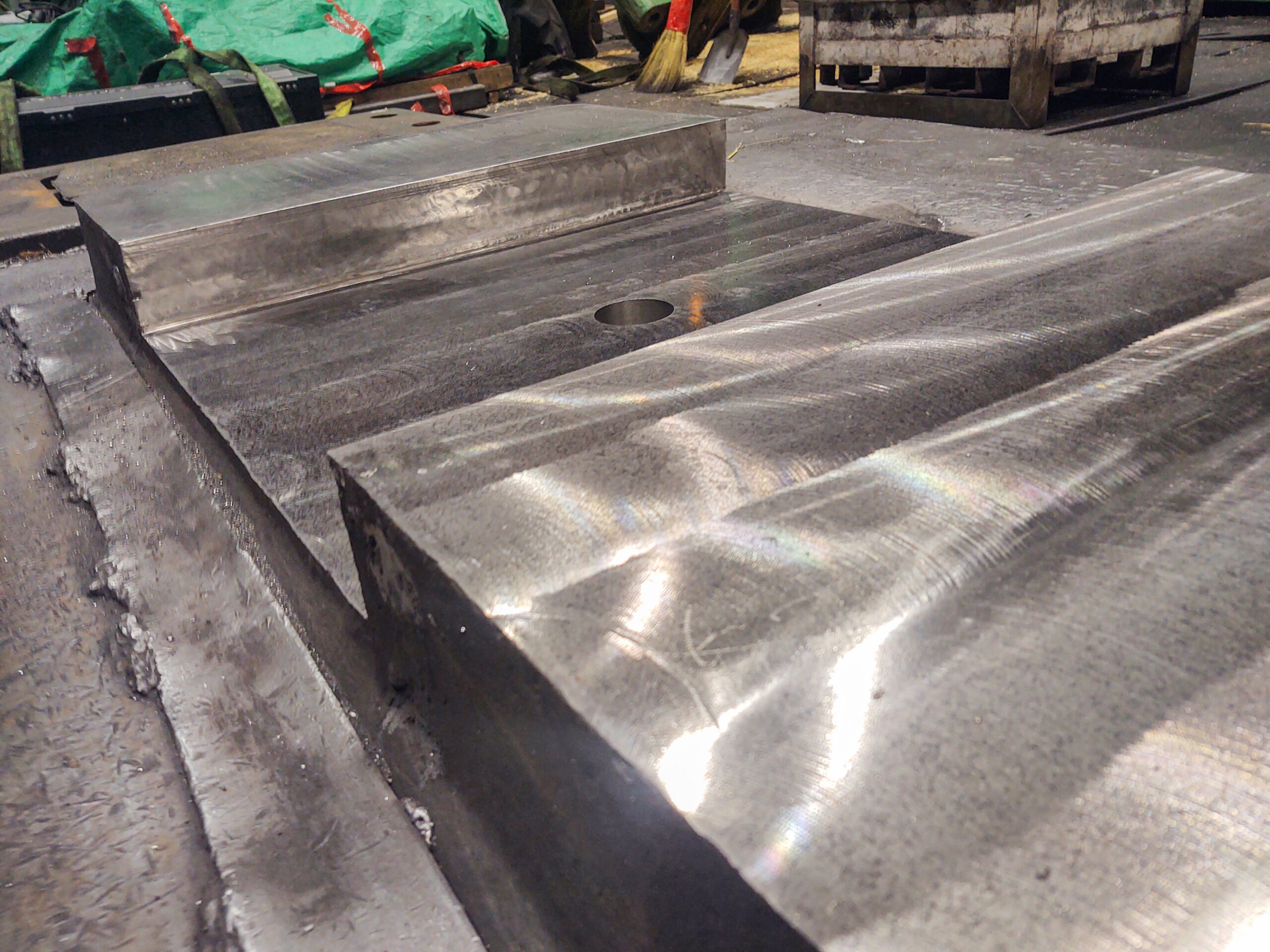
Отфрезеровываем базовую плоскость до полного удаления повреждений.

После формирования базовой плоскости прилегания наковальни к шаботу молота приступаем к фрезерованию паза ласточкин хвост, с наклоном в трёх плоскостях.





Фрезеруем ценровочное отверстие для наковальни шабота.

Производим исходящий контроль выполненной работы.

Демонтируем портативное фрезерное оборудование.

Сдаём проделанную работу заказчику.







В связи с аварийностью ремонта и колоссальным объёмом работ, по просьбе заказчика для ускорения завершения работ фрезеровка портативным станком шабота кузнечного молота, производилась в круглосуточном режиме. В результате работа была выполнена ранее запланированного срока, за что заказчик выразил большую благодарность.